What is Stick (MMA) Welding: The Basics for Beginners
May 2, 2022
Stick welding is one of the oldest types of welding still used today. It’s simple to set up and relatively easy to learn, which is why a lot of people recommend it for beginner welders.
What is Stick (MMA) Welding?
Manual Metal Arc (MMA) welding is an arc welding process in which an arc is formed between a flux covered electrode and the base metal. The arc melts the electrode into the workpiece, forming the weld.
MMA is also referred to as Shielded Metal Arc Welding (SMAW), but it’s most commonly known as ‘stick’ welding, after the stick like electrodes used for the weld.
How Does Stick Welding Work?
Stick welding is one of the simplest types of welding because it uses the least amount of equipment. It requires a completed electrical circuit to ignite an arc, which is formed by all the components of the welder.
First, an electrode holder is connected to the welder, and the electrode itself is inserted into the holder. An electrode holder is a much simpler ‘torch’ – its only purpose is to hold an electrode in place and allow the welding current to flow through it. There are no buttons or dials involved at all.
The electrode is tapped or struck against the base metal, which ignites the arc between the two. The electrodes used in stick welding are consumable electrodes, as they melt into the base metal to form the weld.
That’s the first half of the electric circuit done.
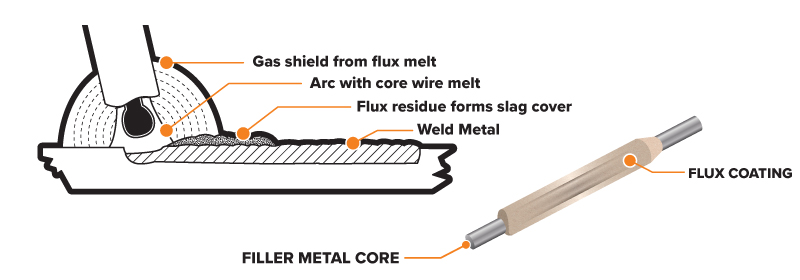
Unlike MIG or TIG, stick welding doesn’t need an external gas. Instead, the outer flux coating on each electrode works to shield the weld as it melts. The flux coating melts with the metal, releasing gases from within which bubble to the surface.
These internal gases protect the weld from outside contaminants until the puddle begins to cool. The flux coating, once melted, forms a layer of slag over the final weld, which needs to be chipped off to achieve a clean, finished weld.
The second half of the circuit is the earth clamp. If you don’t have your machine grounded, your electrode won’t arc. It needs to be attached to clean, bare metal, as a bad earth will give you issues (like a wandering arc) as well.
So, to complete the circuit, make sure you plug your clamp into the machine and connect it to a clean spot on the metal you’re welding.
Stick Electrode Selection
There is a range of different electrodes available for stick welding. Each is stamped with its own classification code, which details the properties of each electrode. For mild steel electrodes, there is an ‘E’ followed by a 4-digit code, for example, E6013.
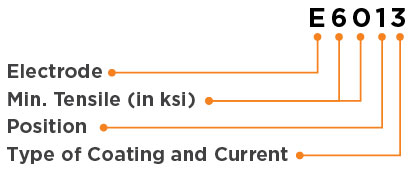
Here’s a breakdown of what each part of the code means:
- The ‘E’ stands for electrode. Every mild steel electrode will start with E.
- The first two numbers (60) represent the tensile strength of the electrode after it’s welded. Pretty much every electrode available will be labelled 60 or 70, as a tensile strength of 60,000ksi to 70,000ksi will cover almost every metal.
- The third number (1) indicates the weld positions it can be used in. There are only three variations of this number: 1 (all positions), 2 (flat & horizontal) and 3 (flat only).
- The fourth number (3) refers to the type of flux coating. There are nine different types of flux coating, each with its own characteristics.
Generally speaking, the most common electrodes used for mild steel are E6010, E6011, E6013, E7016, E7018 and E7024. Stainless steel electrodes are marked with their metal grade, e.g., 309L.
When it comes to learning to stick weld, though, we’d recommend using E6013’s, as they’re considered general purpose, they work well on all applications, they’re all positional, and they’re easy to strike.
The electrode size you’ll need will depend on how thick for plate is. Generally speaking, a 2.5mm diameter electrode works for 3mm – 6mm, a 3.2mm electrode works for 6mm – 12mm, and a 4mm electrode works for 12mm – 25mm.
Settings
The best part about stick welding is that there’s only one setting: your amps.
What you want to set your amps to depends on a couple of things, including the electrode type and diameter, the base metal thickness, and your weld position.
Most electrode packets will come with a recommended range of amps that the electrode can handle/will melt at, so even if you’ve got no idea, they provide a good starting place. Starting in the middle of the recommended range and adjusting up or down as needed is usually the best way to find what’s going to work for you.
Polarity
Stick welding can be done in AC or DC.
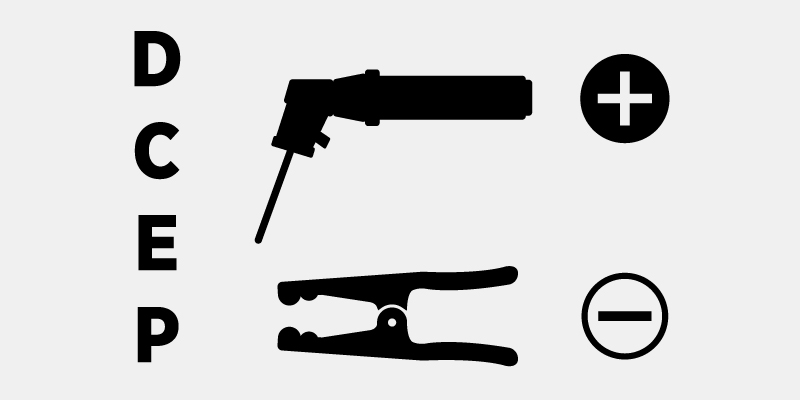
For the most part, stick electrodes generally run on a positive polarity or Direct Current Electrode Positive (DCEP). That means the current is positively charged and runs from the negative to the positive.
In this case, the current runs from the base plate into the electrode. It sounds counterproductive, but the heated electrode then melts back into the plate, providing solid penetration.
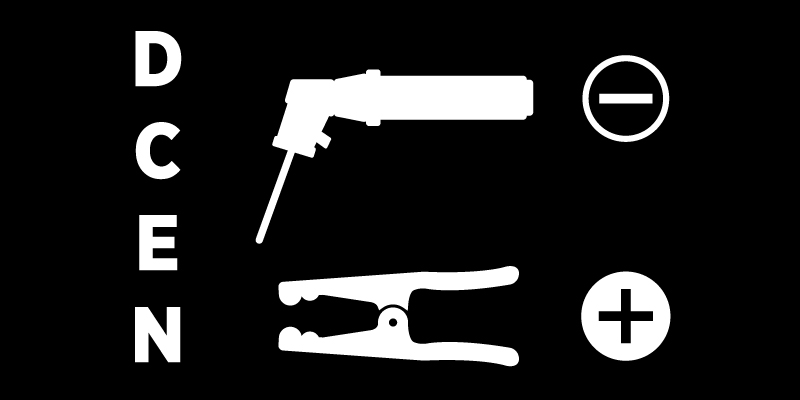
Some electrodes are capable of being welded on negative polarity or Direct Current Electrode Negative (DCEN) as well. The current runs in the opposite direction, from the electrode into the plate, which gives shallower penetration than DCEP.
If you have an electrode that can be used on AC, you’ll find that the penetration of the weld falls between the two. It’s not as shallow as DCEN but not as deep as DCEP. That’s because the current alternates between the positive and negative polarities while it welds.
Each stick electrode will say whether they should be used in DCEP, DCEN or AC on their packaging.
To set up a UNIMIG welder for DCEP, plug the electrode holder cable into the positive (+) panel mount and the earth clamp into the negative (-) panel mount.
For DCEN, plug the electrode holder cable into the negative (-) panel mount and the earth clamp into the positive (+) panel mount.
You can only DC weld on our stick dedicated machines. So, if you have an electrode that can be used in AC and that’s how you want to weld it, you’ll need an AC/DC TIG machine that’s set up to stick weld.
To run an AC stick weld, you’ll set up your leads for DCEP. There is no specific ‘AC stick’ setting on most machines. Instead, you’ll need the AC version of the electrode you wish to weld.
Metals
Stick welding is the least versatile when it comes to how many different types of metal it can be used on. It can weld:
- Mild steel
- Stainless steel
- Cast iron
Common Stick Applications and Fabrications
Despite the limited range of metals it can weld, stick welding is still one of the most used welding processes used today.
Some common stick welding uses include:
- Construction and building – stick welding is the most used type of welding for major construction. Its ability to weld very thick metals with multiple passes make it ideal for major structural work.
- On-site and outdoor work – because it’s gas free (and stick dedicated machines are relatively small), it’s the first pick for outdoor work and on-site work thanks to its portability.
- General fabrication and repairs – while it can’t weld sheet metal, stick welding is still a sound choice for frames, fences, farm repairs, and other jobs.
- Pipe welding – gas pipes, power plant pipes, and any other kind of pipe welding generally favours stick, especially for a root run.
- Home hobby use and DIY projects – the simple setup and lower costs make stick welding a great choice for weekend warriors, plus they’re small, so they’re easy to store.
- Mining – with no gas needed, stick machines are the most portable, perfect for mining sites.
- Underwater – all underwater welding uses stick welding as it is the only process capable of being used in water.
Advantages of Stick
There are plenty of reasons why stick is still so popular in the welding industry and why it won’t be going anywhere.
- It can be used anywhere. So long as you have access to a power supply, you can use your stick welder. They’re the most portable machine, thanks to not having to lug a gas bottle with you wherever you go.
- It’s easy to learn. The hardest part of stick welding is consistently striking an arc, the rest of the process is super simple, and it’s great as a starting point for welding.
- It’s perfect for outdoor use. Because it doesn’t use gas, you can work on any outdoor application without worrying about your shielding gas being blown away.
- It’s not fussy. While MIG and TIG require thorough cleaning of the base metal before it can be welded, stick welding will work on rust, millscale and other contaminants. However, this is only to a certain degree, and it’s still best practice to clean the metal anyway for the best possible weld.
- It’s affordable. Dedicated stick welders are the least expensive machines you can get at each amperage point, and the only extra you’ll need to get going is the electrodes.
- It can weld thicker. Stick machines can weld thicker materials and thicker electrodes than TIG at the same amperage.
Disadvantages of Stick
While it has its advantages, there are still a few reasons you wouldn’t pick stick.
- It’s slow. The travel speed with a stick electrode, paired with the need to grab a new one each time it runs out, adds up, making it a time-consuming way to weld.
- It’s messy. Stick welding produces a lot of spatter and smoke, much more than TIG or MIG does. Plus, some electrodes are more aggressive, creating more spatter.
- There’s extra downtime. Once you’re done with the weld, you’ve still got a bit of extra work before the job is done removing slag from each weld. Depending on the electrode you’re using, this can be easy, or it can be a bit of a challenge.
- It’s not as versatile. It can’t weld as many metal types as MIG or TIG, so the number of applications it can be used for is limited.
- It can’t weld thin metal. It can’t weld thinner than 2mm metal. If you want to attempt it, you can try DCEN to reduce penetration in the weld, minimising burn through.
If you want to get into welding, stick welding is a great, cost-effective way to learn how to weld, and it’s a skill that can be used across a range of applications.