A Complete Rundown of the RAZOR MULTI 230 AC/DC ‘Plus’ Programs
October 7, 2022
The RAZOR MULTI 230 AC/DC comes with a set of speciality TIG programs designed to give you complete control of the weld. These brand new Plus functions each allow for specific and unique control over every arc start.
SpotPlus (DC only)
The SpotPlus program, also known as speed start, speeds up the formation of the weld puddle. When turned on, it applies a synergic pulse program to the beginning of the weld. It can be set to run between 0 seconds to 60 seconds. When the time runs out, the machine will switch back to the standard parameters set for your TIG weld.
The initial pulse that you set works to create the weld pool much faster than a standard start, as the vibration of the pulse speeds up the melting of the joint edges for quicker puddle formation.
It can be used to make faster tacks, or it can be used when stitch welding on thinner materials, as it reduces the heat in the metal, so you can stitch for longer. It is recommended for use on sheet metal and fit-ups with small gaps.
ArcPlus (DC only)
The ArcPlus program, also known as steady arc, automatically adjusts the welding current based on the arc voltage. If the arc voltage decreases, the machine increases the welding current, and if the arc voltage increases, the machine decreases the welding current.
When welding, adjusting the arc length can widen the weld pool, which will increase your heat input into the base plate.
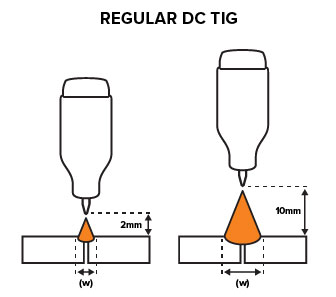
With ArcPlus, even when the length of the arc changes, the power remains constant. That means the size of the weld puddle remains the same, as does the heat input, which impacts the weld penetration.
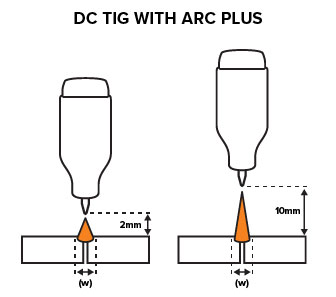
When the voltage goes down, the amps will go up (and vice versa) to give a consistent weld puddle, a sharper arc and a constant heat input. Without any fluctuations in the weld current, you can weld faster.
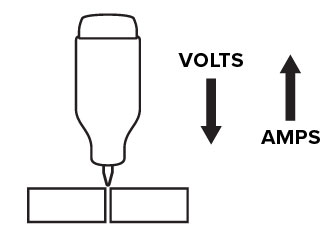
It also lets you weld with a very short arc. The closer the tungsten gets to the workpiece, the more it increases the amperage, which prevents contact between the two and stops the tungsten from sticking or becoming contaminated.
You can set how sensitive the machine is to changes in arc voltage from 1A to 50A. For example, you could set it so that for every 1-volt variation, the machine changes the welding current anywhere from 1A to 50A.
If you set the sensitivity to 50A per 1 volt, this means that if the arc voltage drops by 1 volt, the welding current will increase by 50A. We recommend setting it between 1A-20A for thin materials and 20A-50A for thicker materials.
TackPlus (DC only)
The TackPlus program is a tack welding program with a preset weld time and adjustable frequency (0-6Hz) to create evenly spaced and sized fusion tack welds along a joint with minimal heat input.
You can adjust how often the tacks will occur, and the program will run until the torch trigger is released. The set amount of time for each tack means a filler rod can’t be used with this program, so it is mostly recommended for thin sheet metal. It minimises warping and other plate distortion that can occur on thin materials.
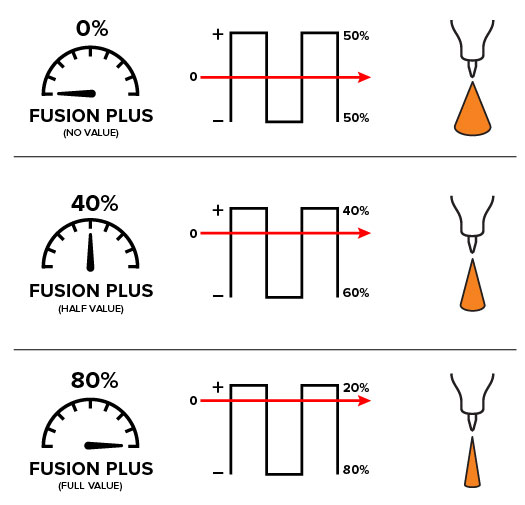
FusionPlus (AC only)
The FusionPlus program, also known as amplitude control, allows for a more penetrative weld while in AC. It works to adjust the percentage of the AC waveform that is on the negative side. Here, zero is a 50/50% AC waveform with equal amounts of EN and EP.
By increasing the percentage of electrode negative, more heat is transferred to the base plate, allowing for greater penetration, a narrower arc and less cleaning (or ‘pickling’) around a weld. The increased EN percentage also allows for faster weld speeds and metal deposition.
By decreasing the electrode positive percentage, it reduces the amount of heat in the tungsten, so your tungsten won’t ball up or deform as quickly. You’ll also be able to use smaller-sized tungsten electrodes for the same job, as the heat is off the tungsten and is precisely directed into the weld.
The narrower arc and greater penetration that FusionPlus provides means that you can weld on thinner materials with ease. However, it’s not recommended on thicker materials as the reduction of the positive won’t provide enough cleaning of the oxide layer during a weld.
Mix TIG AC/DC
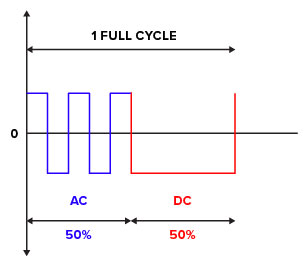
Mixed AC/DC welding is the combination of TIG AC and TIG DC- in one weld. There are two periods during a mixed weld. The first is the AC period, where the oxide film is broken, and surface impurities are flushed out. The second, the DC- period, is where the arc becomes narrower and penetrative, with higher heat inputs.
There are quite a few benefits from this type of weld, including higher welding speeds and penetration, so you can weld on thicker materials, and a faster weld puddle on cold workpieces.
You can adjust the percentage of AC compared to the DC- during a full cycle from 0-80%. By adjusting this to 70%, you’ll have 70% of the complete cycle spent in the AC period, and 30% in the DC- period.
It’s a good idea not to have more than 50% DC-, as it could reduce the cleaning of the oxide layer by too much.