Understanding Welding Waveforms: What Are They and What Do They Do?
May 9, 2022
For the most part, the waveform on your TIG machine is set, and you can’t change it. If you get one of the more advanced TIG machines, that all changes. These machines have the option to select which waveform you want, which gives you more control over your arc.
Changing the waveform affects the weld because different waveforms can change the arc’s characteristics, the bead profile, and the penetration of your weld. Before you go and pick up a new TIG welder, though, let’s cover what a waveform is and what they do.
What is a waveform?
Waveforms only apply to TIG welding and only to AC. DC TIG welding has no waveform, as the current only travels in one direction. DC either runs positive or negative, but not both.
On the other hand, AC alternates between the two. The way the current flows between the positive and negative polarities is known as the waveform.
Because waveforms are only relevant to AC welding, aluminium is the main application that you’re going to be working on when fiddling with these settings.
Sine waves
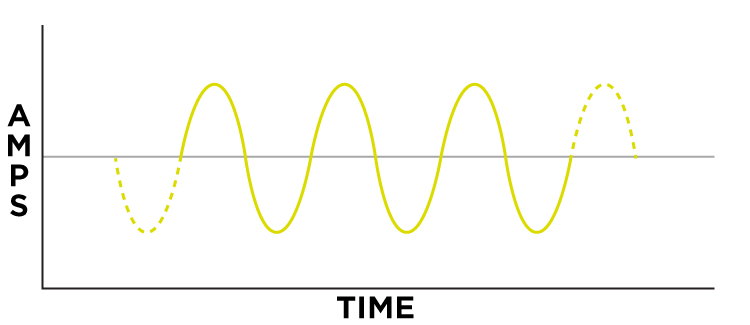
Sine waves are the original type of waveform. They’re the default (and only) waveform on old-style transformer machines, which were also only capable of running at 50-60Hz.
On the newer inverter machines, you can now choose whether you want to use a sine wave, and it’s no longer the default. Bonus, you can also change your AC frequency on the newer inverters.
The bell-shaped curve of this wave means that it has a smooth transition between the electrode positive (EP) and electrode negative (EN) polarities. The bell curve also means that only a short period of time is spent at the peak of the EP and EN, so there’s not a huge amount of heat being transferred into the metal.
Compared to the other waveforms, the sine wave is about the middle ground in terms of heat input. This could be an advantage or a disadvantage depending on what you’re doing.
Because of the limited amount of time spent at the peak, the output power is constantly (though quickly) fluctuating, so the arc is not the most stable. However, the smooth transition between EP and EN helps to provide good wetting in the toes of the weld.
Sine waves also have a softer, quieter sound than some of the other waveforms.
Using the sine wave on an inverter machine produces the same feeling as the old conventional machines.
These days most TIG machines use advanced square waves as the default waveform, including all UNIMIG TIG machines.
Advanced Square waves
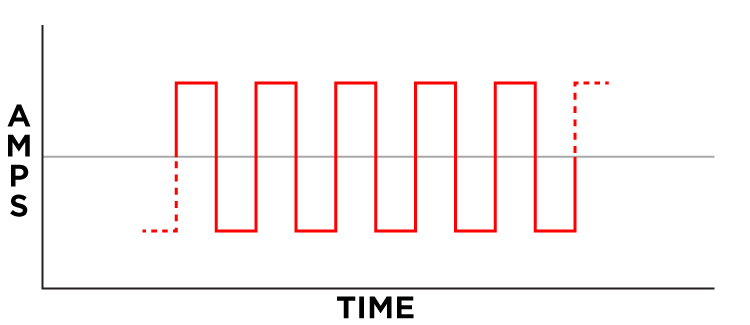
The advanced square wave is just what it sounds like, with a square-shaped wave. Because of this, the max amount of time possible is spent in the peak of the electrode positive (EP) and electrode negative (EN), so it has a very high heat input.
The square shape also means that the switch between EP and EN is almost instantaneous, which gives it an incredibly stable arc.
The stable arc paired with a high heat transfer means that the advanced square wave provides deep penetration, faster travel speeds, and has a fast-freezing puddle.
It does, however, have quite a high pitched and harsh sound.
Soft Square waves
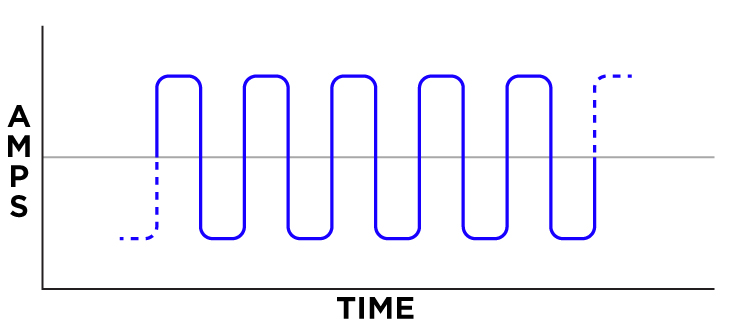
The soft square wave is like a blend between the square and sine waves. It still has the square shape, giving you the max amount of time at the peak of the electrode positive (EP) and electrode negative (EN). However, the slight curve means that the transition between the EP and EN is not as harsh, which gives it a softer arc than the advanced square.
A ‘softer’ arc means that the toes of the weld wet in better. The puddle is more fluid and doesn’t freeze as quickly, but you still have great arc stability and control. The softer arc also means it produces a softer sound.
Soft square waves still have a high heat input, but it’s slightly less than advanced square.
Note: Square waves were originally symmetrical, but with advances in technology, it is now possible to change the amount of time spent in the EN and EP portions of the cycle. This is known as the AC balance, which we’ve covered in-depth here.
Triangle waves
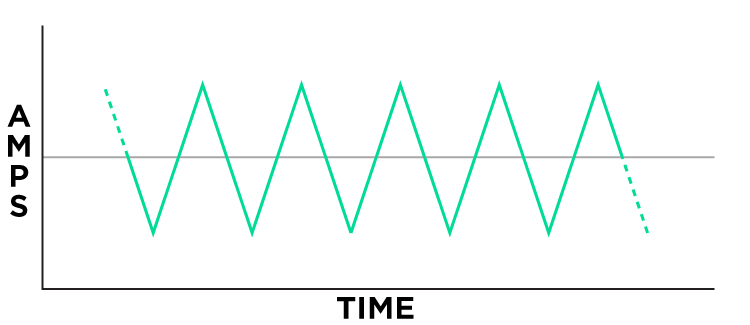
Like the square wave, the triangle wave is named after its shape. Because of its shape, the triangle waveform has some of the most unique features.
There is very little time spent at the peak of the electrode positive (EP) and the electrode negative (EN), but it has a very fast transition between them. The limited peak time and quick transition give it an incredibly stable arc with low heat input.
The low heat input of the triangle wave is what makes it the favourite waveform when it comes to welding thin metals, as it reduces the amount of distortion.
You may need to run the triangle waveform on higher amps than you otherwise would because of this lower heat input. However, once you’ve got the proper settings, it gives quick puddle formation, and you can travel along at a relatively fast speed.
Each waveform has its pros and cons, and which one you want to use will depend on the material thickness. The square waves will work well for most applications, but you can try them all out and see which one works the best for your weld.