What Does the Inductance Setting on a Welding Machine Do?
March 14, 2022
Welding inductance is a relatively niche machine setting. It’s MIG specific, and even then, it’s not available on every welder. Most MIG welders today have their inductance controls built-in, so you don’t have to worry about trying to get it right yourself.
But, if you do have a machine with adjustable inductance, how does it work?
What is Inductance?
Inductance controls how fast the current rises to reach the amps that have been selected when short circuit welding. Short circuit welding is a type of metal transfer in which the wire connects with the puddle and literally shorts the circuit.
If the welding current could go from almost 0 (when the wire touches) straight to the set max amperage, the wire would feed into the weld rather violently. So, instead of instantaneously reaching the max amperage, there is a short time delay between the start point and reaching the max amps.
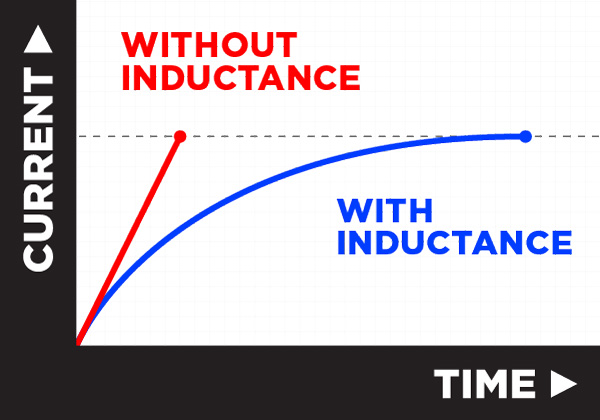
That time delay is the inductance, which can be changed to be shorter or longer. The delay is what affects the metal transfer of your weld.
It’s most commonly used with short circuit welding; however, changing the inductance on a spray transfer weld will also have some effect.
Note: For more on what short circuit welding is and the different modes of metal transfer, check out our post on it here.
What does Inductance do?
The inductance changes the characteristics of a short circuit arc because it alters the ‘arc time’. The arc time is how long the arc is touching and providing heat to the weld pool during the short circuit cycle.
Inductance is what allows you to change the frequency of your short circuit – how often the wire touches the joint in the circuit’s cycle. A high inductance means a lower frequency short circuit. A low-frequency short circuit means a longer arc time as it takes longer for the weld current to build back up to the set amps.
The lower your inductance setting, the more frequently your weld will short circuit. A faster short circuit can help to pinpoint a weld in a joint. Less metal is being added, so the bead is narrower and freezes faster. That’s why a low inductance is generally used on thinner metals when you want to avoid burning through.
If you had no inductance set on the machine, you would get a hard and sharp weld pool. However, the lower your inductance, the more explosive the current, and so you get more spatter.
The higher your inductance setting, the less frequently your weld will short circuit. If you set the machine to 100% inductance, you would get a soft, fluid weld pool that wets into the toes well.
That’s why a high inductance is used on thicker metals or on applications like an open root, where full penetration and tying in the toes is a must. The higher the inductance, the less spatter that’s produced.
It might not be the easiest thing to judge while actually welding, but you can hear the difference between a low and high inductance. A low inductance sounds sharper and harsher than the standard bacon crackle that’s associated with a MIG weld. On the other hand, a high inductance sounds much smoother.
For the most part, general fabrication and most standard welding will perform well on whatever the machine comes set at (usually 30%-50% inductance). If your machine doesn’t have an inductance setting, it’s most likely programmed to have between 30%-50% inductance as well.
The actual setting on machines can vary, with some dials labelled with a 1-10 range and others labelled ‘soft’ to ‘hard’. At UNIMIG, our inductance setting reads ‘soft’ to ‘hard’. Setting your machine to soft will give you a high (100%) inductance. Setting your machine too hard will give you a low (0%) inductance.
Keep in mind that while it changes the arc and the weld pool, your inductance has minimal effect on the depth of fusion and penetration of the weld.
The inductance on a welding machine is one of the many settings that can be fine-tuned to adjust the characteristics of your arc. It only has a minor effect on the overall weld, so the preset setting in most machines will work great on most of your welds.
But, if you have a machine with adjustable inductance, play around with it and see what kind of differences it makes to your weld.