6 Intermediate Tips & Tricks for Improving Your TIG Weld
May 6, 2021
If you’ve got the basics of TIG welding down, but you’re still trying to achieve the ‘stack of dimes’ effect, you’re probably sick of hearing, “have you checked your settings?” Try some of these suggestions for getting the perfect weld instead.
1. TIG gloves
There are a few types of safety gloves you can get to protect your hands, but getting some TIG specific gloves is definitely the best way to go if you’re TIG welding.
They’re thinner, so you have a better feel of the torch and the filler wire you’re feeding through your hand. They’re also still fully protective, and because a lot of TIG is done at lower amps, it doesn’t matter that they’re thinner because there’s less heat to absorb.

2. Perfect the arc
Getting your arc right is going to have the biggest impact on your TIG welds. To do that let’s first talk about distance.
In general, keeping your tungsten roughly 3mm from your joint will give you enough space to add filler while also keeping the arc concentrated and covered by the gas.
If you get too close, you’re more likely to dip your tungsten, and if you get too far away, your puddle becomes wider, and you lose the focus of your arc.
Next are your angles. Holding your torch vertical from the weld might seem like the best way to get proper gas coverage, but you lose your line of sight, and it makes it a lot harder to feed in the rod.
Instead, you want to turn your torch about 10° from vertical, in the opposite direction of travel. This gives you a bit more space to see around the torch and creates a bit more room to add filler without worrying about hitting the tungsten.
For both of these, consistency is key. Make sure you’re in a position where you can maintain your distance and angle without becoming uncomfortable or losing vision.

3. Shield your filler rod tip
While you don’t want the tip of your filler rod so close to the arc that it’s melting, keeping it in the gas is recommended.
Having the gas cover your filler rod helps keep it contaminant-free and stop it from reacting with the atmosphere while it’s waiting to be added to the weld.
4. Swap your consumables
If you’re swapping between metals, it’s not a bad idea to swap the consumables on your torch as well.
Even though TIG welding doesn’t spark or leave spatter, the consumables on your torch will still have remnants of whatever was just being welded.
These little bits could potentially contaminate your next weld, so having a dedicated set of consumables gives that extra bit of protection for your weld.
This can be especially helpful for stainless and aluminium, as they’re incredibly touchy metals when it comes to cleanliness.

5. Reduce your arc slowly
When you’re finishing a weld, don’t just let go of the pedal or leave your finish amps as high as your peak ones.
Instead, ease off slowly (and with a good post flow afterwards!) to avoid craters, pinholes and cracks in the weld. Your weld is hot, and suddenly cutting that off can shock your metal, which often results in cracking.
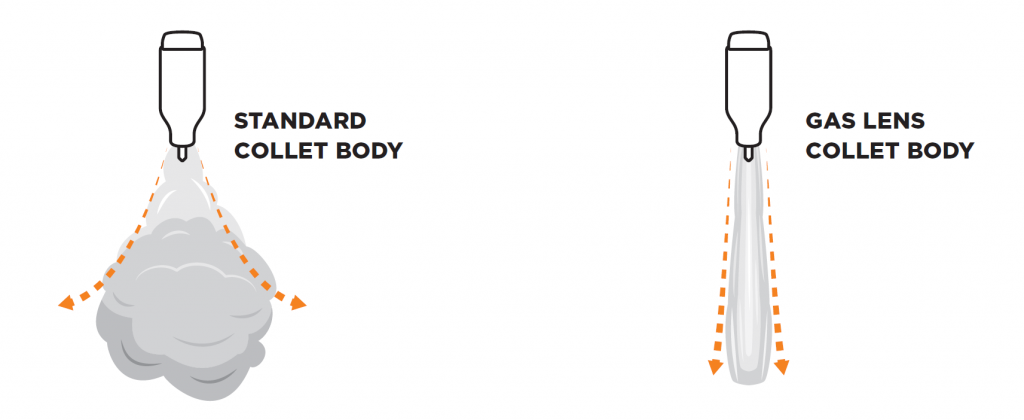
6. Gas lenses
Gas lenses make a world of difference to the gas coverage your weld gets. They’re generally wider, and they more evenly distribute the gas across the covered area.
They also create a more stable plume, so it’s directed straight out of the cup and onto the weld. That’s why with a gas lens and larger gas shroud you can have your tungsten stick out further without issues.