10 Easy Tips & Tricks for Improving Your MIG Weld
November 29, 2021
MIG welding is considered the easiest type of welding once it’s set up correctly, especially if you’re still learning. That’s because the process of MIG is relatively simple. Just push the trigger and hold the gun straight, right? Not quite. Here are some tips and tricks that you can use to improve your MIG welds.
1. Clean & prep your metal
MIG welding, when it comes to your metal preparation, is not that forgiving. MIG just generally can’t handle anything but clean metal, and while it can technically burn through contaminants, most of the stuff it’s ‘burnt through’ ends up trapped in the actual weld.
That’s why cleaning any paint, oil, rust (some surface rust can be ok) or otherwise off the surface is going to give you the best results.
If you’re planning on welding pieces together that have been hand-cut, make sure all your edges are smooth and dressed. If you’ve used a plasma cutter or oxy-acetylene or anything similar to cut your metal, it’s pretty likely that where it’s been cut isn’t the smoothest.
Grinding and dressing the edges is a good idea, especially with thin sheet metals, because frayed edges make burning through more likely, due to the gaps in the joint.

2. Hold the torch with both hands
You can MIG weld with one hand. You only need to hold the trigger down to run a bead along the joint. How good is a one-handed weld going to be, though?
No matter how long you’ve been welding or how good you are at it, two hands are always going to be better than one. One hand holds the torch body and pulls the trigger, and the other rests under the torch neck.
A hand under the torch neck provides you with a good stabiliser to prop against, so you can just glide along the joint at the exact same height and distance the whole way.
No wobbling up and down, no pulling the gun too far or pushing it in too close. It’ll be just right. Not to mention the added bonus of your second hand bearing some of the weight of the torch.
Don’t worry about how close your hand is going to be to the weld pool. Most MIG gloves are thick and heavy-duty. Your hands might get warm and sweaty, but they shouldn’t burn.

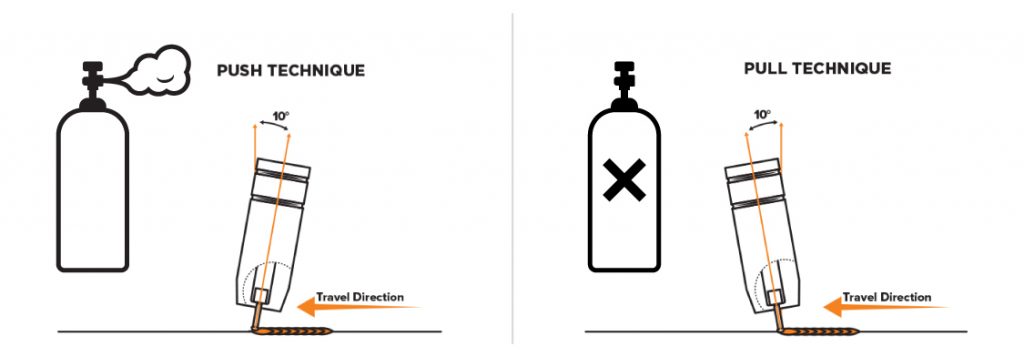
3. Push or Pull?
Should you push, or should you pull? It depends on the type of wire you’re using.
Does it make a difference? In short, yes. Our rule of thumb is if you’re using gas, you need to push and if you’re using gasless wire, pull.
If you drag your weld pool while you’re using gas, you’re going to lose shielding gas coverage, and you’ll be left with porosity and minimal penetration.
On the other hand, if you were to push a flux-cored wire, then you’re likely to end up trapping some of the slag inside the molten pool, which leads to contamination (slag inclusions) in your weld.
4. Earth clamp
One of the more important parts of your weld setup that sometimes gets forgotten about is the earth/ground clamp.
It’s important because, without a clamp, there’d be no weld. When connected to a metal workbench or the workpiece itself, the earth clamp completes the electric circuit and means the arc can actually ignite.
Not having a good ground will give you an unstable arc, and you’ll be able to hear and see it sputtering and popping. If your clamp or the surface it’s connected to is painted, rusted, or just dirty, it could also affect your earth.
Just making sure your earth clamp is close enough and clean enough will seriously improve your weld.

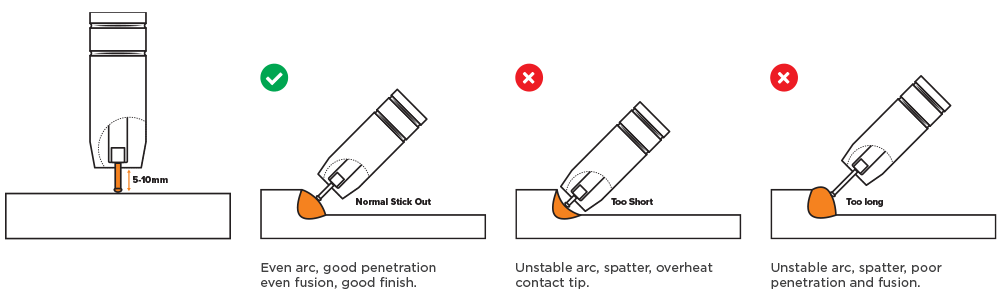
5. Stickout length
Your stickout is how far the wire comes out from the contact tip while welding. Keep it short for the best results.
The longer it is, the more resistance there’ll be in your circuit. More resistance will cause your amps to drop. Plus, the further your torch gets from the joint, the less gas coverage you’ll have. So keep it short. We recommend around a 1cm stickout.
It’s a good idea to cut the wire back to the right length for good stickout and to keep the end clean each time you finish a weld. If you leave the end of it balled, you could have a cold start with no penetration because it has to burn off that extra blob of wire beforehand.
6. Keep your consumables clean
There are a couple of small parts that make up the end of your torch. The gas diffuser, contact tip and the nozzle. All three are subject to the sparks and spatter that come from every weld, so it’s best to give them a quick clean before you start. A build-up of spatter can block your gas holes and clog your shroud, which will give you a bad weld.
7. Keep your torch lead straight
This seems pretty obvious, but don’t stand on your torch. Standing on your torch lead is going to hinder (or even completely stop) your wire feeding, and it’ll kink the wire inside. It’s best if the torch is also as straight as possible. Leaving it in tight loops or twisted can kink your wire or the liner, and it won’t feed well.
8. Anti-spatter spray
Anti-spatter spray kind of speaks for itself, but save yourself some time and coat your piece in an anti-spatter spray before you start your weld. Once you’ve finished your weld, you’ll be able to easily chip it off with a chipping hammer rather than having to grind it off to get a clean finish.

9. Vertical up
The first trick to a good vertical up weld is to make a triangle shape to keep control over the weld pool and get good fusion on both pieces all the way up.
The second trick is to turn your wire speed and voltage down from the recommended settings for a down hand butt weld.
For example, if you’re welding 6mm steel with 0.8mm wire, your settings would normally look like this: 23V (voltage) and 12m/min (wire speed). If you’re doing a vertical up with these parameters, you’ll change your settings to look like this: 19-20V and 6-7m/min. We recommend decreasing your volts by 3 or 4 and your wire speed by 5 or 6.
10. Make your MIG weld look like a TIG weld
To get a good MIG weld, all you need to do is push the torch in a straight line, which is the proper method. However, the end product isn’t always the most aesthetically pleasing weld you’ve ever seen. If your weld will be somewhere that people can see it, you might want to spruce it up a bit.
The trademark stack of dimes look that TIG is so well known for is achievable with MIG with a few simple techniques and a lot of practice.
Cursive E

Halfmoon

Backstep
Please note these diagrams are to demonstrate tip movements, not speed of weld. That will depend entirely on your situation and settings.
All three of these methods mean that you step back into the weld pool, which creates the raised back edge. If you can repeat each loop, step, curve for the exact same amount every time (hence all the practice), you can create the ‘stacked dime’ effect without a TIG machine.
Keep in mind NONE of these are possible if you’re using gasless flux-cored wire in your machine. Dipping back into your weld pool will trap the protective slag in the weld, and it’s going to leave slag inclusions. You’ll have to stick to the necessary dragging in a straight line technique with flux.